La maîtrise globale de l'encours et donc des engagements client
La tenue du délai client est liée à la maîtrise des approvisionnements de vos matières spécifiques et surtout à la maîtrise du temps de traversée de votre atelier. La sous-traitance intervient aussi mais votre aptitude à maîtriser votre temps de traversée, et donc votre envoi en sous-traitance, joue un rôle majeur dans le respect par votre sous-traitant de ses propres délais.
L’analogie entre le pilotage du flux dans votre atelier et l’hydraulique fonctionne très bien. 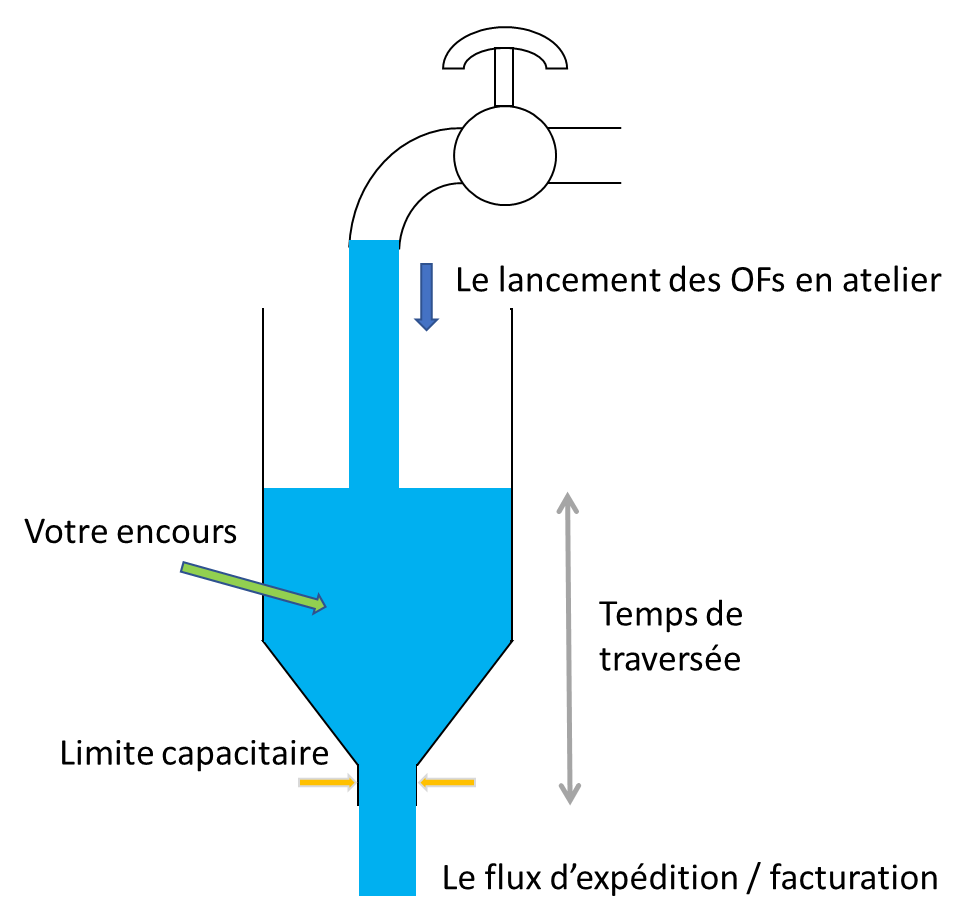
Prenons l’exemple d’une bouteille d’eau dont vous auriez ôté le fond et placez là sous le robinet de votre baignoire et faisons les assimilations suivantes :
- l’eau qui sort du robinet ET le flux des OFs que vous lancez dans l’atelier
- l’eau dans la bouteille ET votre encours
- le goulot de la bouteille (presque sans jeu de mot !) ET votre limite capacitaire
- l’eau qui sort ET votre facturation.
Combien de temps vos OFs mettent en moyenne pour traverser votre atelier ? Autant que l’eau met pour traverser la bouteille !
Par contre faites bien attention à utiliser des unités cohérentes comme : encours valorisé / facturé en prix de revient au mois, encours en heures gamme / OF terminés en heures gamme chaque semaine …
Ne divisez pas des choses qui ne sont pas comparables comme, en petite série : le nombre d’OF, rarement représentatif du fait de la grande variété de produits.
Si vous voulez maîtriser vos engagements clients, il « suffit » donc de maîtriser votre temps de traversée et donc votre encours.
Mais comment faire me direz-vous ?
De la même façon que dans la bouteille : vous devez vous assurer de ne pas ouvrir plus le robinet qu’il ne peut sortir d’eau de la bouteille. Dans votre entreprise ce sont vos clients qui pilotent le robinet. Vous devez donc pilotez la taille du goulot (heures supplémentaires, intérimaires). Comment ?
Calculez chaque semaine combien vous avez sorti avec vos ressources en place (OF terminés) et combien vous allez devoir entrer de travail (OF à lancer dans l’atelier). Gérer ensuite leur différence, c’est une approche très globale mais qui donne tout de suite des résultats avec peu de moyens.
La limite de cette bonne pratique « simple » est bien sûr dans le « où » (sur quel poste, quelle machine ?) moduler les ressources ?  En final, ce n’est pas 1 bouteille d’eau votre atelier mais une coupe pour chaque poste de travail et le tout ressemble à une fontaine à champagne que vous avez peut-être déjà vue à un mariage.
En final, ce n’est pas 1 bouteille d’eau votre atelier mais une coupe pour chaque poste de travail et le tout ressemble à une fontaine à champagne que vous avez peut-être déjà vue à un mariage.
Dans un premier temps, utilisez votre connaissance des produits et de votre outil industriel pour moduler vos ressources en vous basant sur la mesure hebdomadaire de vos entrées / sorties.
Plus tard, vous pourrez déployer des outils puissants comme l’équilibrage charge / capacité via l’utilisation d’un Programme Directeur de Production mais il faut un outil et beaucoup plus de données …
Ce premier article comme les prochains explicitent des bonnes pratiques simples à mettre en oeuvre s’appuyant sur la méthode BSP-Bon Sens Paysan, méthode très utilisée en Supply-Chain.